PVC CPVC ମୃତ୍ତିକା ଏକ୍ସଟ୍ରୁଜନ୍ ପାଇପ୍ |
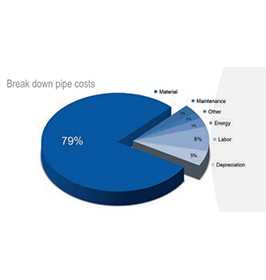
ମୂଲ୍ୟ ସଞ୍ଚୟ ସମାଧାନ |
1. ପ୍ରତ୍ୟକ୍ଷ ଯୋଗ - CaCO3 |
2. କାନ୍ଥ ନିୟନ୍ତ୍ରଣ ୟୁନିଟ୍ (ସ୍କାନର୍)
3. ସ୍ୱୟଂଚାଳିତ ତାପଜ କେନ୍ଦ୍ର (ATC)
4. ଗ୍ରାଭିମେଟ୍ରିକ୍ ସିଷ୍ଟମ୍ (RGS)
SUPX ପ୍ରତ୍ୟକ୍ଷ ଯୋଗ - RDA |
ଆରଡିଏ ନିଶ୍ଚିତ କରେ ଯେ pvc ପାଉଡରରେ ସାମଗ୍ରୀର ଯୋଗ ଏକ ସଠିକ୍ ଏବଂ ସ୍ଥିର done ଙ୍ଗରେ କରାଯିବ |ଏକ ଶିଳ୍ପ ପରିବେଶରେ ସାମଗ୍ରୀ ପରିଚାଳନା କରିବା ପାଇଁ କଠିନ ପରିମାଣର ଡୋଜ ପାଇଁ ଆରଡିଏ ୟୁନିଟ୍ ଏକ୍ସଟ୍ରୁଡର୍ ଉପରେ ସ୍ଥାପିତ |ପୃଥକକରଣର ସମସ୍ୟା ବିନା ଅଧିକ ପରିମାଣର CaCO3 ଯୋଗ କରାଯାଇପାରିବ | ଉତ୍ପାଦନ ପାଇଁ ସର୍ବୋଚ୍ଚ ନମନୀୟତା ଯୋଗକରି ଯୋଗୀ ପାଇଁ ଏକାଧିକ ଡୋଜିଂ ୟୁନିଟ୍ ସ୍ଥାପନ କରାଯାଇପାରିବ |
ଆରଡିଏ ସିଷ୍ଟମର ଉପକାରିତା |
ପରିବହନ ସମୟରେ CaCO3 ଏବଂ PVC ର କ seg ଣସି ପୃଥକତା ନାହିଁ |
• ସରଳ ପାଇପ୍ |
ଶକ୍ତି ସଞ୍ଚୟକୁ ମିଶ୍ରଣ କରିବା |
ଏକ୍ସଟ୍ରୁଜନ୍ ଲାଇନର ନମନୀୟତା ବୃଦ୍ଧି (ଆଧାର ସୂତ୍ର) |
ଯୋଗର ଗ୍ରାଭିମେଟ୍ରିକ୍ ଯୋଗ |
କମ୍ ପ୍ରତ୍ୟାଖ୍ୟାନ ହାରରେ ଉଚ୍ଚ ଫଳାଫଳ |
ୱାଲ୍ କଣ୍ଟ୍ରୋଲ୍ ୟୁନିଟ୍ - ସ୍କାନର୍ |
ଉତ୍ପାଦନ ସମୟରେ ପାଇପ୍ ର ପରିମାଣକୁ ନିୟନ୍ତ୍ରଣ କରିବା ହେଉଛି ପାଇପ୍ କୁ ପସନ୍ଦିତ ନିର୍ଦ୍ଦିଷ୍ଟତା ମଧ୍ୟରେ ରଖିବା ଏକ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ କାରଣ | ସ୍କାନର୍ମାନେ ପାଇପ୍ କାନ୍ଥର ଘନତା ଏବଂ ବ୍ୟାସ ମାପ କରିବାରେ ସକ୍ଷମ ଅଟନ୍ତି |ବିଭିନ୍ନ ବ features ଶିଷ୍ଟ୍ୟ ସହିତ ବିଭିନ୍ନ ସ୍କାନର୍ ଉପଲବ୍ଧ, 10-1600 ମିଲିମିଟର (1/2 "- 60") ବ୍ୟାସରୁ ପାଇପ୍ ଆକାରକୁ ଅନ୍ତର୍ଭୁକ୍ତ କରେ |
ଆମର ସ୍କାନରର ଲାଭ:
କ୍ରମାଗତ ଇନଲାଇନ କାନ୍ଥର ଘନତା ଏବଂ ବ୍ୟାସ ମାପ |
ସର୍ବନିମ୍ନ କାନ୍ଥର ଘନତା ନିୟନ୍ତ୍ରଣ (ଅଧିକ ଓଜନ ହ୍ରାସ)
ସ୍ୱୟଂଚାଳିତ ତାପଜ କେନ୍ଦ୍ର - ATC |
କାନ୍ଥର ମୋଟା ବଣ୍ଟନକୁ ନିୟନ୍ତ୍ରଣ କରିବା ପାଇଁ ATC ସମ୍ଭବ କରେ |ଏଟିସି କାନ୍ଥର ଘନତା ମଧ୍ୟରେ ପାର୍ଥକ୍ୟକୁ ନିୟନ୍ତ୍ରଣ କରିପାରିବ ଏବଂ ଏହିପରି ଉତ୍ପାଦନ ଲାଇନର ଷ୍ଟାର୍ଟ ଅପ୍ ସମୟ, ପାଇପ୍ ର ଅଧିକ ଓଜନ ଏବଂ ସାମଗ୍ରୀ ସ୍କ୍ରାପ୍ ହ୍ରାସ କରିପାରିବ |
ଗ୍ରାଭିମେଟ୍ରିକ୍ ସିଷ୍ଟମ୍ - RGS |
RGS ର ମୂଳ ଅଂଶ ହେଉଛି ଓଜନ ହପର୍ |ଭରିବା ପରେ, ସାମଗ୍ରୀ ଓଜନ ହପର୍ ରୁ ଏକ୍ସଟ୍ରୁଡର୍ କୁ ପ୍ରବାହିତ ହୁଏ | ସମୟର ୟୁନିଟ୍ ପ୍ରତି ଓଜନ ହ୍ରାସ ଏକ୍ସଟ୍ରୁଡର୍ ର ପଦାର୍ଥ ଗ୍ରହଣ ସହିତ ସମାନ |ପ୍ରାପ୍ତ ଏକ୍ସଟ୍ରୁଡର୍ ଆଉଟପୁଟ୍ କୁ ଏକ ସେଟ୍ ରେଫରେନ୍ସ ମୂଲ୍ୟ ସହିତ ତୁଳନା କରାଯାଏ ଏବଂ ଏକ କଣ୍ଟ୍ରୋଲ୍ ସିଷ୍ଟମ୍ ଏକ୍ସଟ୍ରୁଡର୍ ସ୍କ୍ରୁ ସ୍ପିଡ୍ (କିମ୍ବା ଡୋଜିଙ୍ଗ୍ ସ୍ପିଡ୍) କୁ ଆଉଟପୁଟ୍କୁ ଆବଶ୍ୟକୀୟ ସ୍ତରକୁ ଆଣିବା ପାଇଁ ନିୟନ୍ତ୍ରଣ କରିବ |ଏହି ନିୟନ୍ତ୍ରଣ କଞ୍ଚାମାଲର ବହୁଳ ଘନତ୍ୱରେ ପରିବର୍ତ୍ତନଶୀଳତା ସତ୍ତ୍ extr େ ଏକ୍ସଟ୍ରୁଡର୍ ଆଉଟପୁଟ୍ ସ୍ଥିର ରଖେ |
ଆଉଟପୁଟ୍ କଣ୍ଟ୍ରୋଲ୍ ବଦଳରେ, ଆଉଟ-ସ୍ପିଡ୍ ନିୟନ୍ତ୍ରଣ ପାଇଁ ଆଉଟପୁଟ୍ ସିଗନାଲ୍ ମଧ୍ୟ ବ୍ୟବହାର କରାଯାଇପାରିବ |ସେହି କ୍ଷେତ୍ରରେ ମିଟର ପ୍ରତି ପାଇପ୍ ଓଜନ ଏକ ସ୍ଥିର ସ୍ତରରେ ରଖାଯାଏ |ଯେତେବେଳେ ରେଖା ଏକ ଅଲଟ୍ରାସୋନିକ୍ ସ୍କାନରକୁ ଅନ୍ତର୍ଭୁକ୍ତ କରେ, ମାପାଯାଇଥିବା ଆଉଟପୁଟ୍ ଅଲଟ୍ରାସୋନିକ୍ ମାପର ସ୍ୱୟଂଚାଳିତ କାଲିବ୍ରେସନ୍ ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |ଏହା ସମୟ ନଷ୍ଟ କରୁଥିବା ମାନୁଆଲ୍ କାଲିବ୍ରେସନ୍ ପ୍ରଣାଳୀକୁ ଦୂର କରିଥାଏ |
ପ୍ରକ୍ରିୟା ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ - PCS II
PCS II ନିଜେ ଏକ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ ଯାହା a ସହିତ ମିଳିତ ହୋଇପାରିବ |ସ୍କାନର୍, ATC, RDA, ଏବଂ RGS |ସ୍କାନରର ପ୍ରକାର, ATC ଏବଂଗ୍ରାଭିମେଟ୍ରିକ୍ ସିଷ୍ଟମ୍ ଏକ୍ସଟ୍ରୁଜନ୍ ଲାଇନ୍ ଉପରେ ନିର୍ଭର କରେ |
ଆମର ଖର୍ଚ୍ଚ ସଞ୍ଚୟ ସମାଧାନର ଲାଭ |
ନିବେଶ ଉପରେ ଉତ୍କୃଷ୍ଟ ରିଟର୍ନ |
ଷ୍ଟାର୍ଟ ଅପ୍ ସମୟ ଏବଂ ସ୍କ୍ରାପ୍ ହ୍ରାସ |
ସମୁଦାୟ ଏକ୍ସଟ୍ରୁଜନ୍ ଲାଇନ୍ ନିୟନ୍ତ୍ରଣ ପାଇଁ ଉପଭୋକ୍ତା ବନ୍ଧୁତ୍ୱପୂର୍ଣ୍ଣ ଇଣ୍ଟରଫେସ୍ |
• ଅଧିକ ଓଜନ ହ୍ରାସ |
ବିଦ୍ୟମାନ ଉପକରଣରେ ବ୍ୟବହାର କରାଯାଇପାରିବ |